 BBELC
BBELC
Large Power Transformer Efficiency Losses Percentage Data
40Large Power Transformer Efficiency Losses Percentage Data: Audit Grid Harmonics And Optimize Asset Opex.
View details
Search the whole station
By 2026, to find a reliable source factory for box-type distribution transformers (Pad-Mounted Distribution Transformers) on the market, there is actually only one hard indicator left: can equipment that meets DOE 2016 and IEEE standards be handed over within 20 weeks.
In recent years, the transformation of North American city network and the explosion of solar farm projects have directly squeezed out the production capacity of traditional first-line large factories, and the delivery period has been mercilessly extended to 50 or even 60 weeks. To be honest, the current purchasing supervisor must decisively bypass those second-hand dealers and go directly to a powerful OEM. In this article, I will directly explain to you, throwing out a set of hard-core technical standards, factory inspection methods and supply chain strategies to help you accurately screen out those source manufacturers that can really quickly deliver customized dead-front (Dead-front), loop-feed (Loop-feed) and terminal (Radial-feed) box changes.
The top manufacturers in the industry have one thing in common-they have absolute control over the internal supply chain, which can cut the delivery time by 60%. Based on my experience in helping so many enterprises run the supply chain, the delay in transformer manufacturing is basically stuck in the shortage of silicon steel sheets and third-party shell foundry.
A truly powerful box transformer factory will definitely reserve a large number of amorphous alloy iron cores (amorphous metal cores) inside, and will open its own mold to make the NEMA 3R shell. It is this kind of “meat rotten in the pot” internal control force that enables them to smoothly send out 500kVA to 2500kVA wind power and photovoltaic box transformer in less than 20 weeks. Buyers who rely too much on middlemen often face severe project delays, as traders simply can’t get a word in on the factory’s scheduling plans.
| Sourcing Criterion / Supply Chain Node | Traditional First-Line Large Factories | Trading Companies (Middlemen) | Recommended High-Quality Source Factory |
| Average Delivery Time | 50 – 60 weeks | Variable (often >40 weeks; high risk of delay) | 16 – 22 weeks (Guaranteed <20 weeks) |
| Supply Chain Node: Silicon Steel / Iron Core | Backlogged; strict priority queues for large utility clients | Zero inventory control; dependent on third-party availability | In-house reserve of amorphous metal & silicon steel cores |
| Supply Chain Node: NEMA 3R Enclosures | Outsourced to third-party foundries, causing structural delays | No tooling capabilities; purchases standard sizes from traders | In-house mold tooling and automated fabrication lines |
| Supply Chain Node: Coil Winding (HV/LV) | Internal queue backlog due to massive order volume | Completely outsourced; no control over production quality | Vertical integration with direct, in-house coil winding |
| Production Scheduling Control | Extremely rigid; smaller solar/grid projects get pushed back | Zero leverage over factory priorities and timelines | Direct scheduling agility; fast-track options for mid-sized projects |
| FAT (Factory Acceptance Test) Verification | Standard paper reports provided; site/video access restricted | Reluctant/unable to provide direct, real-time video verification | Live video connection FAT; serial-number-bound raw reports |
To go overseas to evaluate box transformer generation factories, you must have a framework in your mind. When our team does procurement screening, we usually smash this “V.A.S.T. procurement pyramid” directly, and the suppliers who fail to meet the target are eliminated directly.
In the North American market, compliance is the bottom line. Qualified factories must produce hard evidence that their products meet the extremely stringent energy efficiency requirements of DOE 2016(10 CFR Part 431). In addition, what they have in their hands must be independent UL certification for specific insulation systems and oil-immersed designs, and must not be the kind of ambiguous, casually affixed to several general CE marks.
True OEM foundries show their manufacturing muscles through the vertical integration of components. To put it bluntly, people’s high and low voltage coils are all wound by themselves. This hard-core hardware foundation ensures that even if you smash a 50-unit commercial solar project temporarily, they can expand production immediately, and there is no problem of capacity jam.
The requirements for the configuration of modern power grid transformation projects are extremely subdivided. Professional factories will use universal plug-in fuses (bayonet fuse holders) and load switches customized for underground distribution networks to manufacture Dead-front and Loop-feed structures. They will never force ordinary distribution transformers into special new energy projects.
If there is no complete test record, any equipment is not allowed to leave the factory. Regular factories will conduct routine tests on 100 per cent of factory equipment, including external withstand voltage, induction withstand voltage and leak tests. At the time of delivery, they can directly dump you the factory acceptance test (FAT) report bound to the specific serial number of the batch.

A search on the Internet shows that traders are too overflowing in packaging themselves as source factories. In fact, it is very simple to expose these Li Gui. Just find them and ask them for specific IEEE compliance documents.
1 IEEE C57.12.28 cabinet anti-vandalism test report. Authentic box-type transformers must be equipped with a vandal-proof enclosure to prevent public access to high-voltage components. Those purse companies simply can’t come up with third-party pry-test (pry-test) and impact test reports that print their company’s head.
The video connection is required to see the FAT (Factory Acceptance Test) on site. Traders are most afraid of real-time technical video connections. However, a real box-type distribution transformer factory will be happy to set up a camera immediately so that you can watch the equipment you ordered online for lightning impulse withstand voltage test.
Check the procurement record of FR3 insulating oil. In order to reduce the risk of soil pollution, new energy projects in North America now basically require the use of environmentally friendly ester insulating oils such as Cargill FR3. If you go directly to the supplier and ask for their latest batch of FR3 bulk purchase invoices, the middleman will never pass this level.
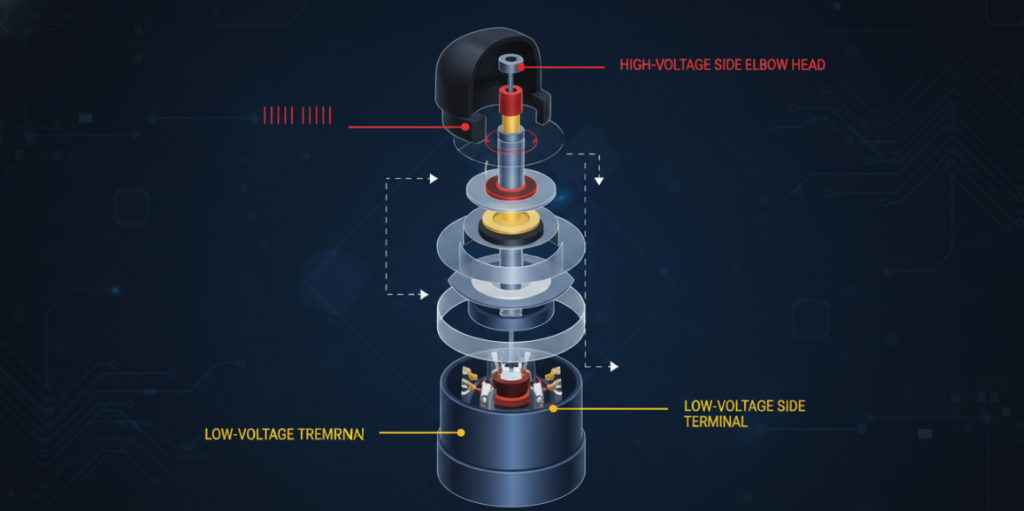
Today’s North American renewable energy projects are almost entirely the world of Dead-front (dead front) design. The project side named this design because it completely isolates the live parts and can save the lives of front-line workers during maintenance. A qualified box transformer factory will directly integrate specific IEEE 386 separable connectors (such as 200A load switch elbow head or 600A dead break T-connector) into the primary side compartment.
Also don’t forget, wind power generation will make the transformer bear extremely serious harmonic load. Top factories design core and coil assemblies specifically for solar inverter step-up (SISU) tasks. They will install an upgraded electrostatic shielding layer between the primary and secondary windings to deal with transient overvoltage and prevent the equipment from being scrapped in remote areas.
Q1: In 2026, what is the average delivery date of a top box-type distribution transformer factory?
At present, source factories with vertically integrated supply chains can basically deliver goods in 16 to 22 weeks. Due to the surge in demand for power grid renovation and the shortage of iron core materials, the delivery dates reported by traditional large factories are generally 50 to 60 weeks.
Q2: How to verify whether the overseas transformer factory meets the DOE 2016 standard?
Go directly to them for a special test report from an internationally recognized laboratory (such as KEMA or UL). The document must state in black and white that the equipment meets the DOE 10 CFR Part 431 energy efficiency standard for liquid-immersed distribution transformers.
Q3: Can the factory customize Radial-feed transformers for Live-front applications?
Of course. Although the Loop-feed model of the Dead-front is standard for modern urban power grids, professional factories can still design Live-front (live front) Radial models with porcelain sleeves to match the old existing infrastructure.
Q4: Why should FR3 oil be specified instead of conventional mineral oil in box-type transformers?
FR3 oil can directly increase the ignition point to 360°C, which can greatly reduce fire hazards in urban environments. And it can also absorb the moisture in the kraft paper insulation layer, extending the overall service life of the transformer by nearly 30%.
Q5: What is the difference between the type test (Type Test) and the factory routine test (Routine Test) of the transformer?
Routine tests must be done before each transformer is shipped to verify basic functions (e. g. ratio, polarity, no-load loss). Type tests are destructive or extremely high pressure tests (like temperature rise or short circuit tolerance tests), usually done with only one prototype, in order to verify the rationality of the entire engineering design.
Q6: Why is NEMA 3R enclosure mandatory for box-type transformers?
Because the box change is directly sitting on the outdoor ground. NEMA 3R and IEEE C57.12.28 standards enforce thick steel structures and special locking mechanisms to prevent extreme weather, rust, and physical damage by miscellaneous people from touching high-voltage lines.
Large Power Transformer Efficiency Losses Percentage Data: Audit Grid Harmonics And Optimize Asset Opex.
View detailsDiscover How Isolation Transformers Prevent Macroshock Vs GFCI. Compare Power Continuity And Medical Device Safety.
View detailsDiscover How To Test A Power Transformer And Tell If Yours Is Bad Using Our Expert I-C-E Framework Multimeter Steps.
View detailsDiscover Low Voltage Isolation Transformers: Avoid Phantom Grounding Traps And Use The CLIP Matrix For Clean Power.
View detailsPlease fill in the arithmetic result.
The calculation is incorrect, please fill it in again.